خط تولید لوله آلومینیومی بسته به مدل آن، حدود 40 متر طول دارد که متشکل از ماشین آلات مختلف است که به طور خلاصه به شرح زیر می باشد:
1
0
پیش تولید
راب های آلومینیومی که مواد اولیه این صنعت هستند با روان کننده پودر (استئارات روی) مخلوط می شوند.
1
1
پرس
در دستگاه پرس راب ها با ضربه پانچ از قالب اکسترود می شوند. روان کننده اضافه شده در مرحله قبل فرآیند اکستروژن صاف را تضمین می کند و لوله ای را تشکیل می دهد که دارای بدنه الاستیک است.
1
2
پیرایش
در دستگاه پیرایش لوله ها به طول مرتب بریده می شوند و نازل رزوه می شود.
1
3
کوره آنیل
با عبور لوله ها از کوره با دمای بالا، تمام باقیمانده های روغن کاری تبخیر شده و لوله ها آنیل می شوند تا به سفتی مورد نظر برسند.
1
4
خنک کننده اینترکولر
در این مرحله لوله ها دمای شل را کاهش می دهند تا برای پوشش آماده شوند
1
5
دستگاه لاک زن داخلی
سطح داخلی لوله ها توسط لاک مناسب با پاشش چند لایه پوشش داده می شود.
1
6
کوره پخت
رزین پوشش داخلی در این فر پخت و پلیمریزه می شود
1
7
دستگاه پوشش خارجی
در این مرحله سطح بیرونی لوله ها با لاک به عنوان پرایمر برای چاپ پوشش داده می شود. این پوشش بنا به سفارش مشتری می تواند مات یا شفاف باشد
1
8
کوره پخت
پوشش خارجی لوله ها در این فر پخت می شود
1
9
دستگاه چاپ
دستگاه چاپ افست چرخشی آثار هنری سفارش داده شده را روی لوله ها چاپ می کند.
1
10
کوره پخت
چاپ لوله ها در دمای بالا پخت می شود
1
11
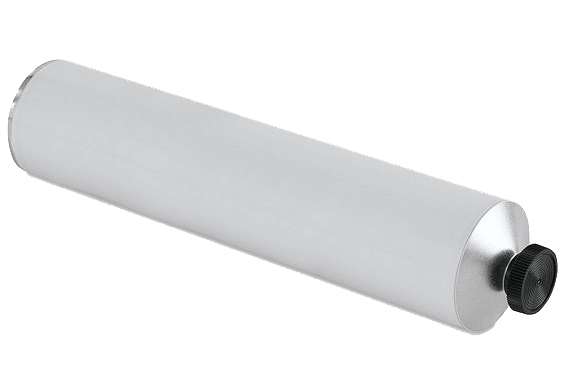
دستگاه دربندی
در این مرحله کلاهک های پلاستیکی به صورت خودکار روی لوله ها قرار می گیرند
1
12
دستگاه لاتکس
از این دستگاه برای زدن حلقه آب بندی در انتهای لوله ها جهت جلوگیری از نشتی پس از پر شدن استفاده می شود. رزین لاتکس و در هوا خشک می شود
1
13
بسته بندی
در یک اتاق تمیز جدا شده، لوله ها بررسی و بسته بندی می شوند پس از بسته بندی، لوله ها مجدداً توسط Q.C بررسی می شوند. آزمایشگاه و آماده تحویل به مشتری خواهد بود. آزمایش های اعمال شده بر روی تیوب ها بر اساس استاندارد شماره 2149 ایران انجام می شود که برخی از آنها ممکن است تا 24 ساعت به درخواست مشتری ادامه داشته باشند. فراتر از استانداردها بنابراین ممکن است به دلیل زمان مورد نیاز برای آزمایش در موجودی قرنطینه، بین تولید و تحویل فاصله وجود داشته باشد.